The VMEMD process is very powerful for the concentration of very salty and corrosive liquids. It is realized in the EvCon VMEMD modules which are made of high quality polymers. VMEMD combines the sharp and powerful separation of evaporation with a hydrophobic membrane that works as a perfect droplet catcher. The process is not limited by osmotic pressure and can concentrate salty liquids up to saturation level.
Waste water from industry or even brine from desalination plants does not have to be seen as burden any more. The VMEMD technology is able to turn saline liquids into a resource that delivers two products:

Purified water
Concentrated salt solutions
The concentration of valuable metals like magnesium or lithium is often very low in saline water. VMEMD is able to increase its concentration significantly. This opens the door to harvest it at economic conditions. Even the recovery of corrosive process liquids like acids is possible. This was proven multiple times with industrial VMEMD systems of generation I & II. EvCon provides brine concentration with systems of pilot size and at large that are equipped with modules of generation III. Follow sections show examples:

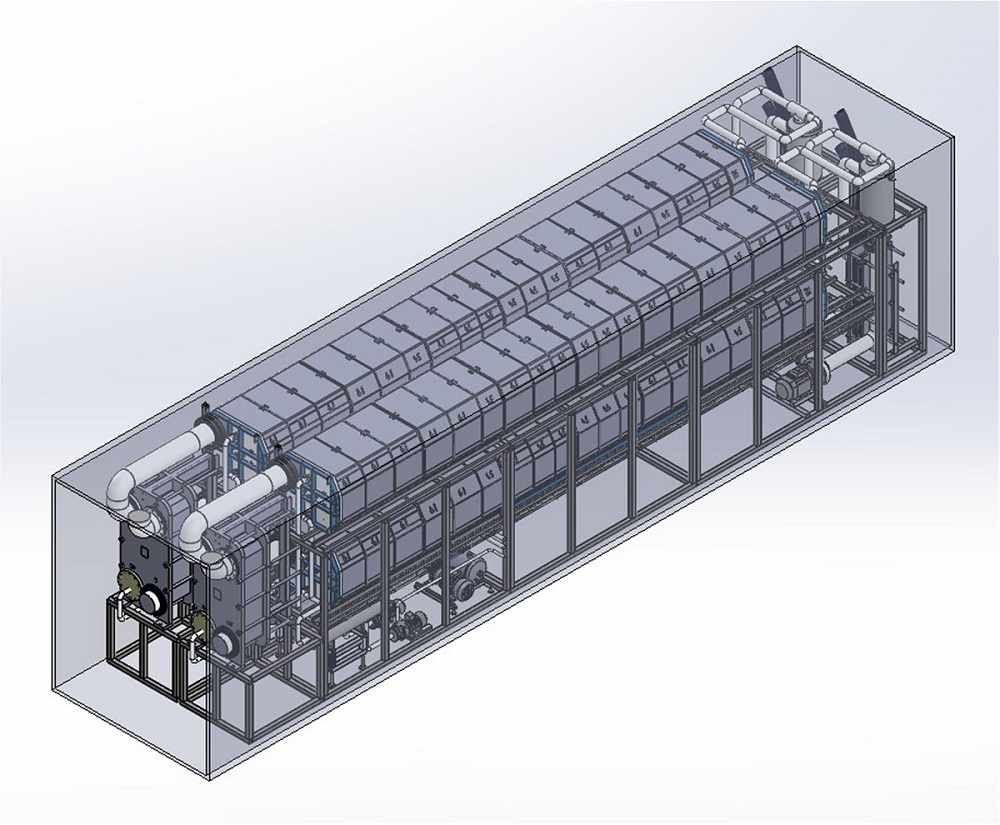
Containerized system for the concentration of brines & the production of premium distilled water
Transport and operation in a container like casing
Additional roof-top air cooling possible
4 VMEMD-modules in parallel operation with total membrane area of 1320m²
Distillate capacity between 5000…9000 l/h
Variable Recovery Ratio & excellent part load behavior
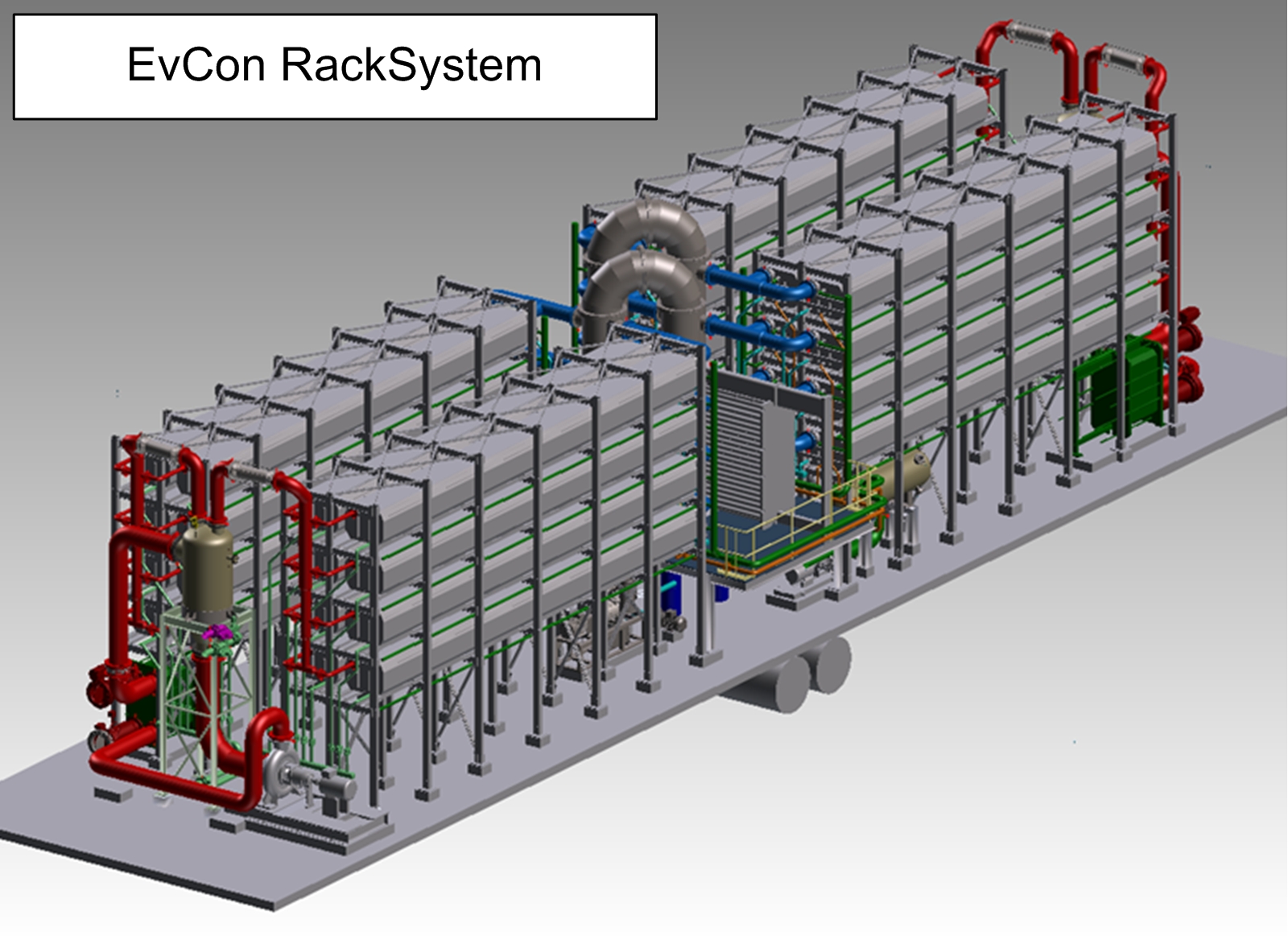
Industrial Distillation System with four Racks for the concentration of brines & for the production of distilled water
Each rack contains 6…8 VMEMD-modules in parallel operation. A rack with 8 modules is called “OctaRack”.
Variable Recovery Ratio & excellent part load behavior
Small footprint
Process oriented control system
The picture shows the CAD draft of a Rack System with total distillate capacity of 2000 m³/d
VMEMD-modules consist of high-quality polymers. These materials are not affected by corrosion and are available at very low prices compared to respective metals and alloys.
The membranes and films are welded. There is no glue used in the system. The applicable temperature within the modules orientates mainly on the vapor pressure curve of water below atmospheric pressure and the stability of the used materials. Typical temperatures in the modules range from 20…85°C. The process is operated in vacuum. This means that there is no overpressure within the modules.
The systems to operate the modules can be designed as required for your process and to any desired size. Piping and components can be made of stainless steel, duplex, super austenitic steel, titanium, brass alloys or similar grades if metal components are desired. We are however often using polypropylene (PP) and could on demand even work with PVC (where applicable) or polyvinylidene fluoride (PVDF). The surfaces can be hygienic or technical. There is a wide range and the systems can be adapted to your process.
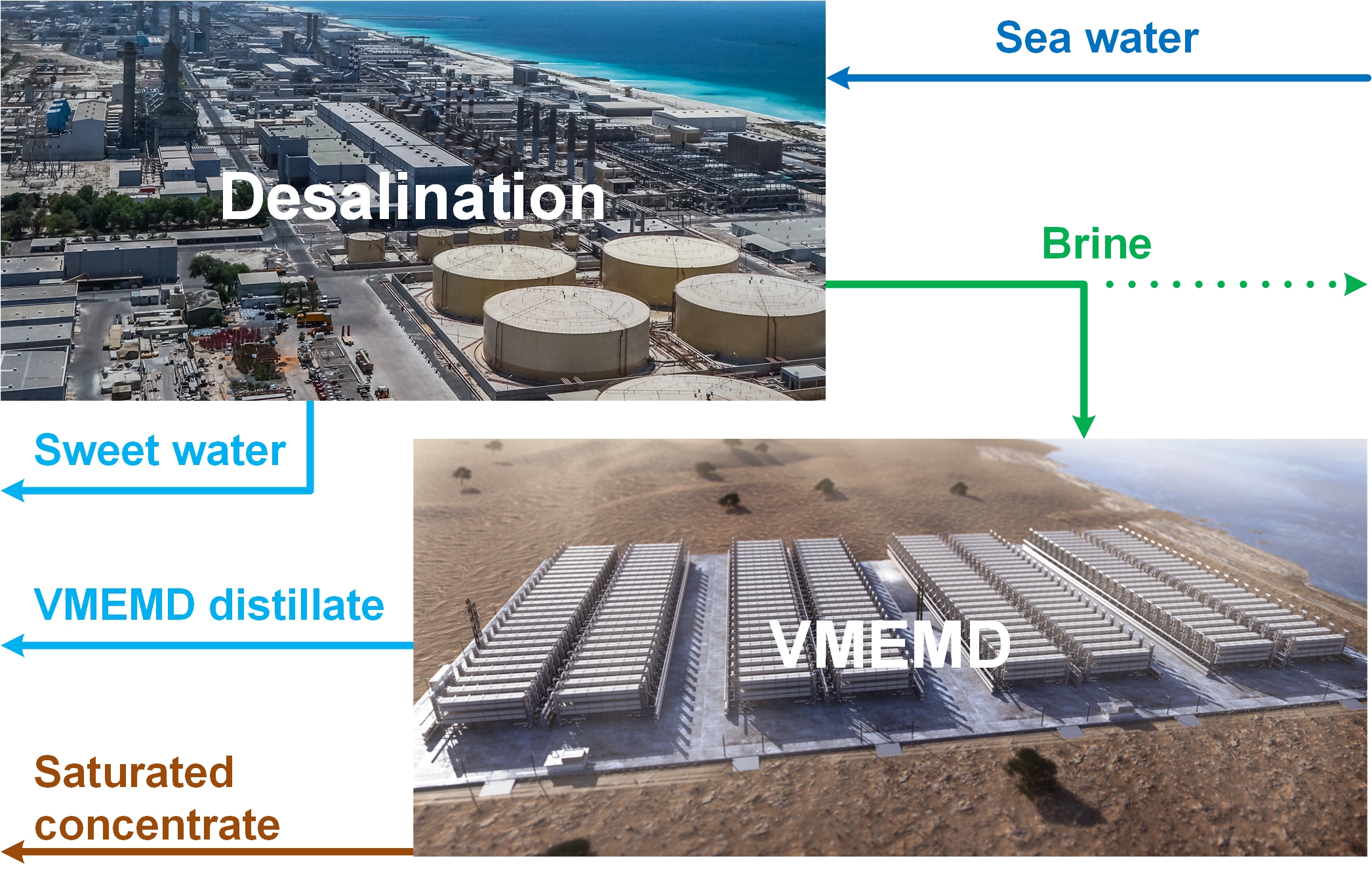
EvCon can bring a solution by treating RO brine (even with a concentration >7 wt.%) and can nearly reach the saturation level (>26 wt.%) what is the highest possible Recovery Ratio before crystallization starts (Minimum-Liquid-Discharge). VMEMD from EvCon is a very good technology which can increase the fresh water output of an existing desalination plant and which can avoid destroying marine life. It also enables the mining of salt or even metals from sea water. The costs and footprint of evaporation ponds for this purpose can significantly be reduced and the evaporated water from the ponds is not lost to the atmosphere.
EvCon can bring a solution by treating RO brine (even with a concentration >7 wt.%) and can nearly reach the saturation level (>26 wt.%) what is the highest possible Recovery Ratio before crystallization starts (Minimum-Liquid-Discharge). VMEMD from EvCon is a very good technology which can increase the fresh water output of an existing desalination plant and which can avoid destroying marine life. It also enables the mining of salt or even metals from sea water. The costs and footprint of evaporation ponds for this purpose can significantly be reduced and the evaporated water from the ponds is not lost to the atmosphere.
Lithium salt is the white gold of the 21st century. Lithium is one of the most important raw materials for the electrification of our future mobility and nearly everybody wears it in the batteries of mobile devices. The metal is mainly mined from saline water at low concentration which must be concentrated to saturation for being able to extract the valuable material. The exploitation of lithium is criticized for its high water losses when the low concentrated lithium rich brines are concentrated in evaporation ponds. The VMEMD is able to concentrate these solutions till saturation with the big benefit that the extracted water is not lost to the atmosphere. It can be used for irrigation and/or to refill water storages nearby the exploitation sites. The VMEMD process can furthermore be driven by solar power. These two facts underline that EvCon technology can contribute to create a sustainable electrified future.


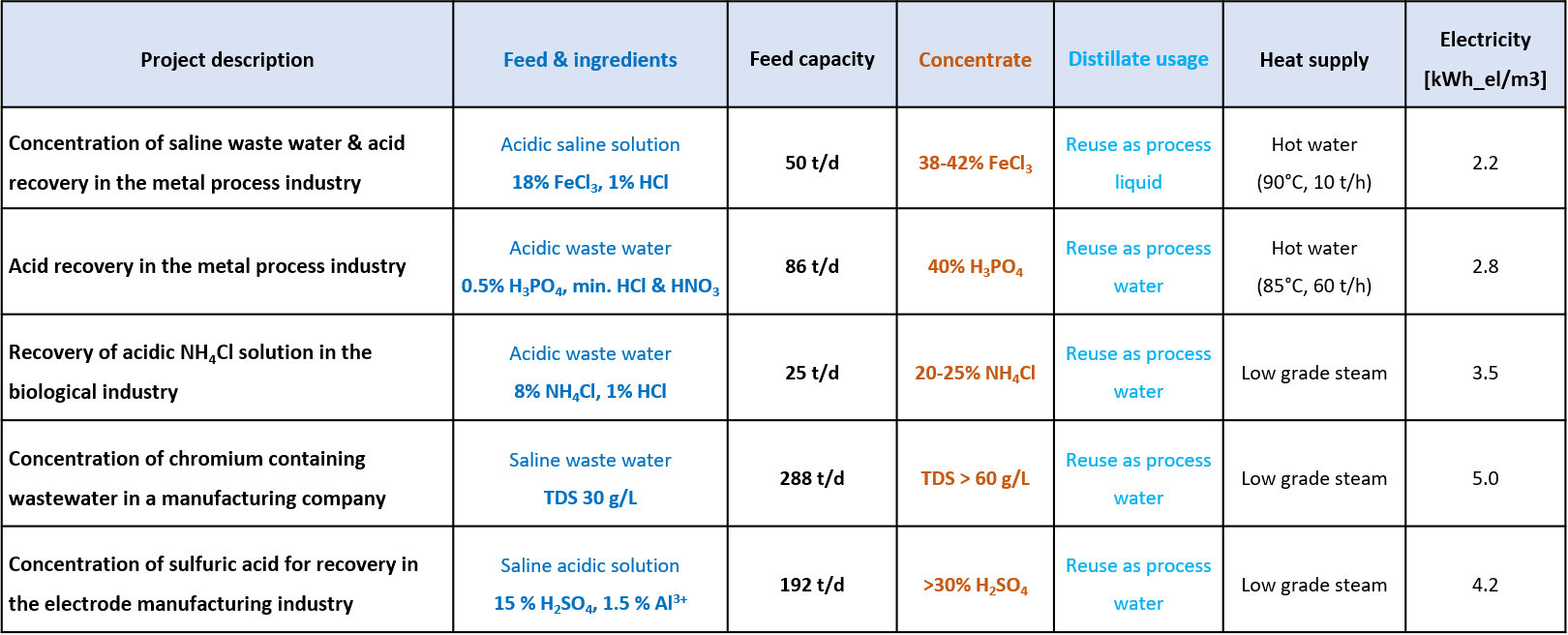
Acids are used for many purposes in industry. The valuable liquids are however often diluted during the processing by cleaning cycles.
The diluted solutions lose its effectivity and must be disposed as waste water. The EvCon VMEMD modules are made of polymers which are not attacked by even highly corrosive liquids.
This allows to use the technology to concentrate diluted acids or saline solutions to reuse it at higher concentration and reduce the waste water flow of the industrial processes.
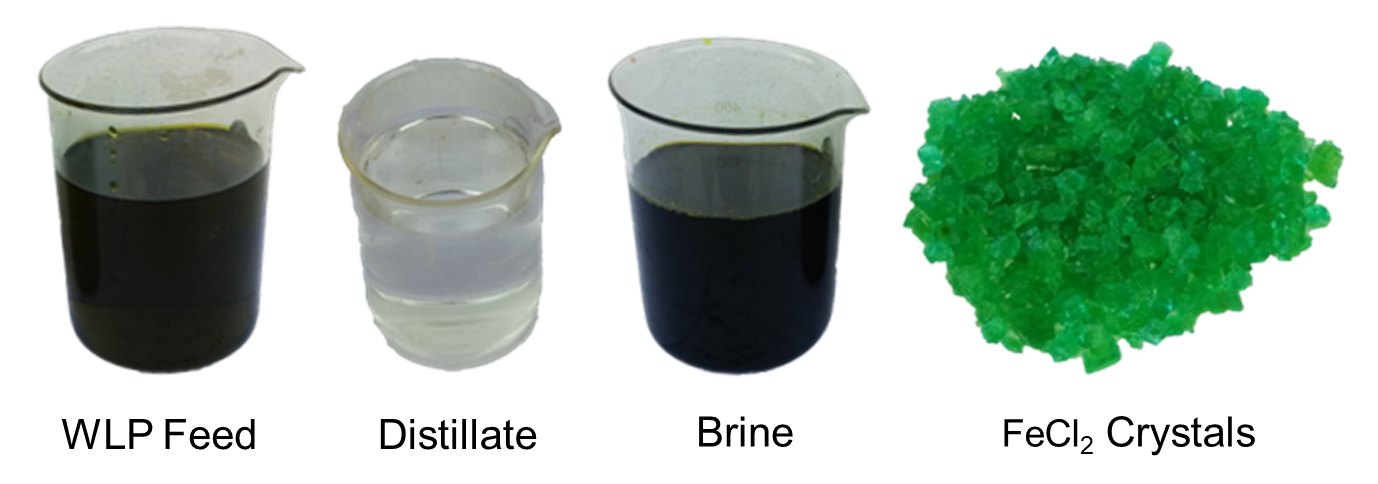
Metal processing does not only create acidic waste water. These effluents contain often a high salt load which may pollute the environment. The VMEMD technology can concentrate these liquids to recovery valuable salts that contain iron, chromium or copper, magnesium, potassium and other metals. The thin solution is waste water that creates large costs but the concentrate might turn into a valuable product that can be sold or reused. The gained water of the distillation does not contain any salts and might be reused or disposed without further treatment.
Large volumes of solid material are often stored near mining areas and landfills.
Rain water washes salt and dirt out of the solids and what turns the clean rain water into saline and dirty leachate.
The mixing of this dirty water with clean surface water must be avoided.
This effort causes large costs to the operating company.
VMEMD can contribute to reduce the leachate volume significantly.


The extraction of oil and gas from the ground brings a huge quantity of so-called produced water to the surface. One barrel of oil may come along with 5 barrels of highly saline water in the U.S. and up to 10 barrels in the Middle East.
This byproduct contains high loads of salts and might spoil surface waters. The re-injection into the ground can very often not happen near the well what causes high costs for the transport to the next injection site.
VMEMD can concentrate the saline water, gain purified water at the borehole and reduce the mass of produced water that must be disposed.
The transport of produced juices from a fruit plantation to the customer comes along with high costs and a large carbon dioxide footprint as the main ingredient in the product is water that must be moved as well. That is why fruit juices are often boiled down before transportation. The delicious drink might however lose its good flavor if the juice is concentrated at too high temperatures.
The VMEMD process is able to concentrate sugary solutions to far more than 60wt.% sugar and this can happen at temperatures below 60°C. This smooth treatment keeps most of the flavors in the beverage. The concentrates might then be diluted with VMEMD distillate back to the desired strength at the filling site near the client without the risk of contamination when using local untreated water.

The Recovery Ratio is the ratio of recovered distillate towards the treated feed liquid. The diagram below shows the large operation field of application for the VMEMD technology of EvCon within the limit of saturation at the example of NaCl being the main salt in the treated salt solution:
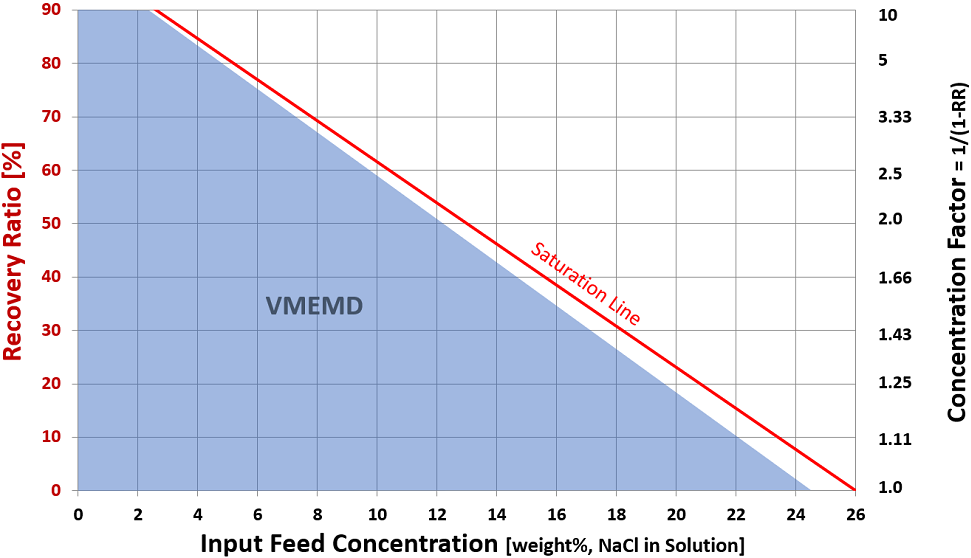
The x-axis show the salt concentration between 0wt.% and 26wt.% salt (saturation limit).
The left y-axis shows the Recovery Ratio and the right y-axis shows the respective concentration factor, the ratio between salt contents in concentrate versus feed.
A feed liquid at low concentration allows a very high Recovery Ratio above 90%. A feed liquid at 12wt.% allows a potential water recovery of 50% towards the treated feed flow.
The blue area represents the possible field of application for VMEMD.
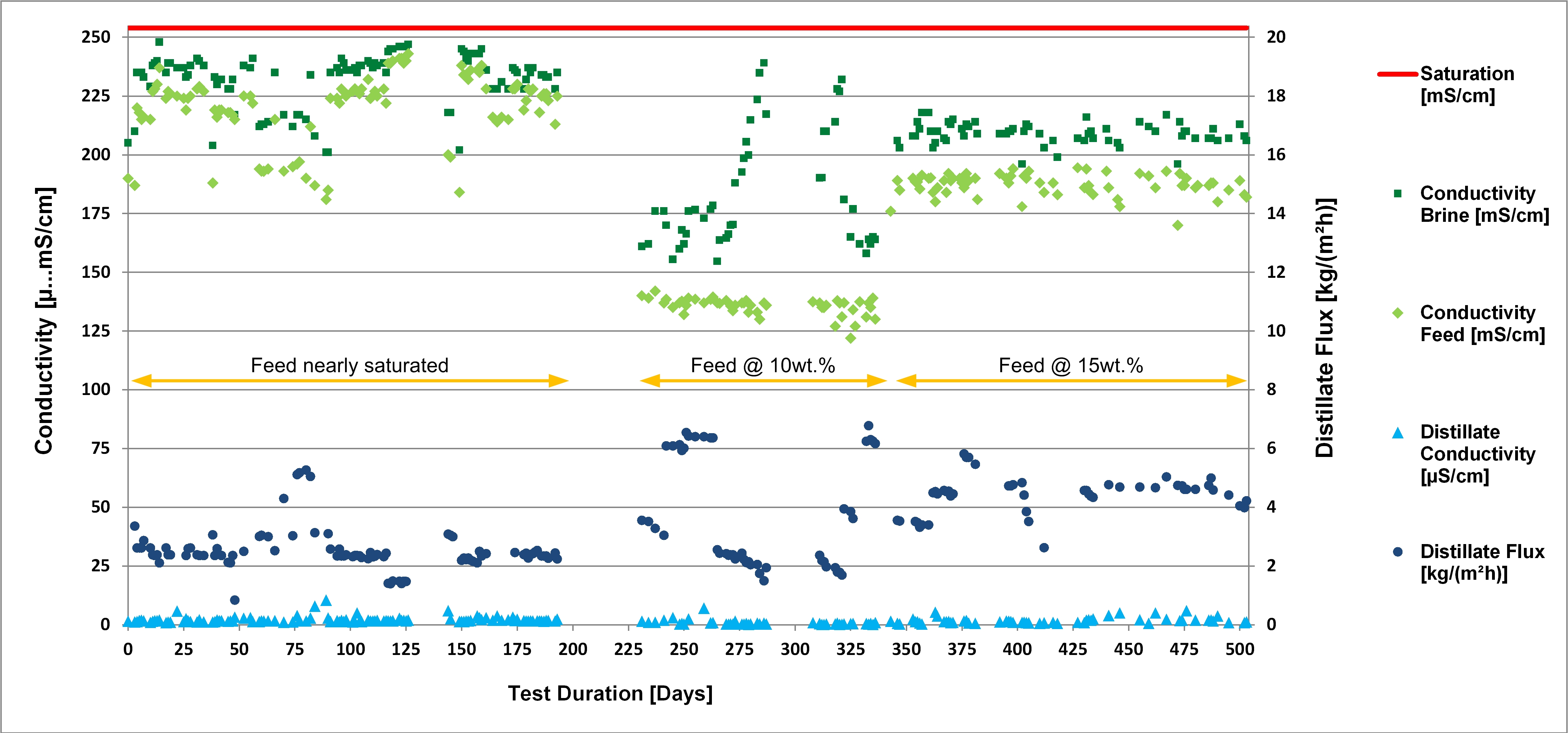
Observation of a VMEMD system in long term operation without change of the membrane module
Salt water (NaCl) as feed at varied feed concentration
Testing of operation limits for reliable system design
The highly saline feed can be concentrated very close to saturation level
Reliable data for the design of high recovery systems
No visible performance degradation of the used module