The VMEMD process is very powerful for the production of highly purified water! It is realized in the EvCon VMEMD modules which combine the sharp separation of evaporation with a hydrophobic membrane that works as a perfect droplet catcher.
The additional use of the membrane as a filter for vapor leads to 100% rejection of non-volatile content of the feed water like salt ions and germs. Only purest vapor passes the membrane. The condensed vapor is collected and leaves the modules as premium distillate.
Other membrane processes may suffer from leakages and low rejection rates through the used membranes, as known at Reverse Osmosis (RO) and Ultra Filtration (UF) technology.

The VMEMD-modules provide a unique internal safety configuration that prevents contamination of the distilled water in the very unlikely case that any liquid may pass the membrane. The latent energy of the vapor is reused multiple times within a VMEMD module. This gives the process the high energy efficiency of established multi-effect-distillation systems.

Pilot system based on module generation III for the production of water in WFI quality from city water
4 VMEMD-modules in parallel operation
Total membrane area: 1200m²
Distillate capacity: 6000l/h
Variable Recovery Ratio & excellent part load behavior
Highly automated control system and small footprint
Automized procedures like sanitization, cleaning in place, integrity testing and others were developed to ensure the product quality and simplify operation.

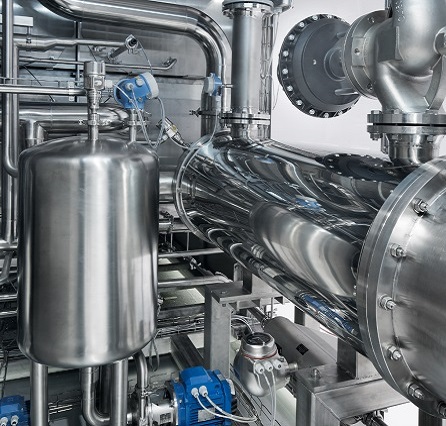
VMEMD-modules consist of high-quality polymers which are standard materials for hygienic processes.
The systems to operate the modules can be designed as required for your process and to any desired size. Piping and components can be made of stainless steel (1.4404 or similar grades) with hygienic surfaces as well as of materials like polyvinylidene fluoride (PVDF) or polypropylene (PP) if metal components shall be avoided.

Purified water or water for injection purposes must fulfill strict requirements from the respective pharmacopoeia. UPW-Systems put pharmaceutical companies in the position to produce excellent water quality using less energy in a single-step process.
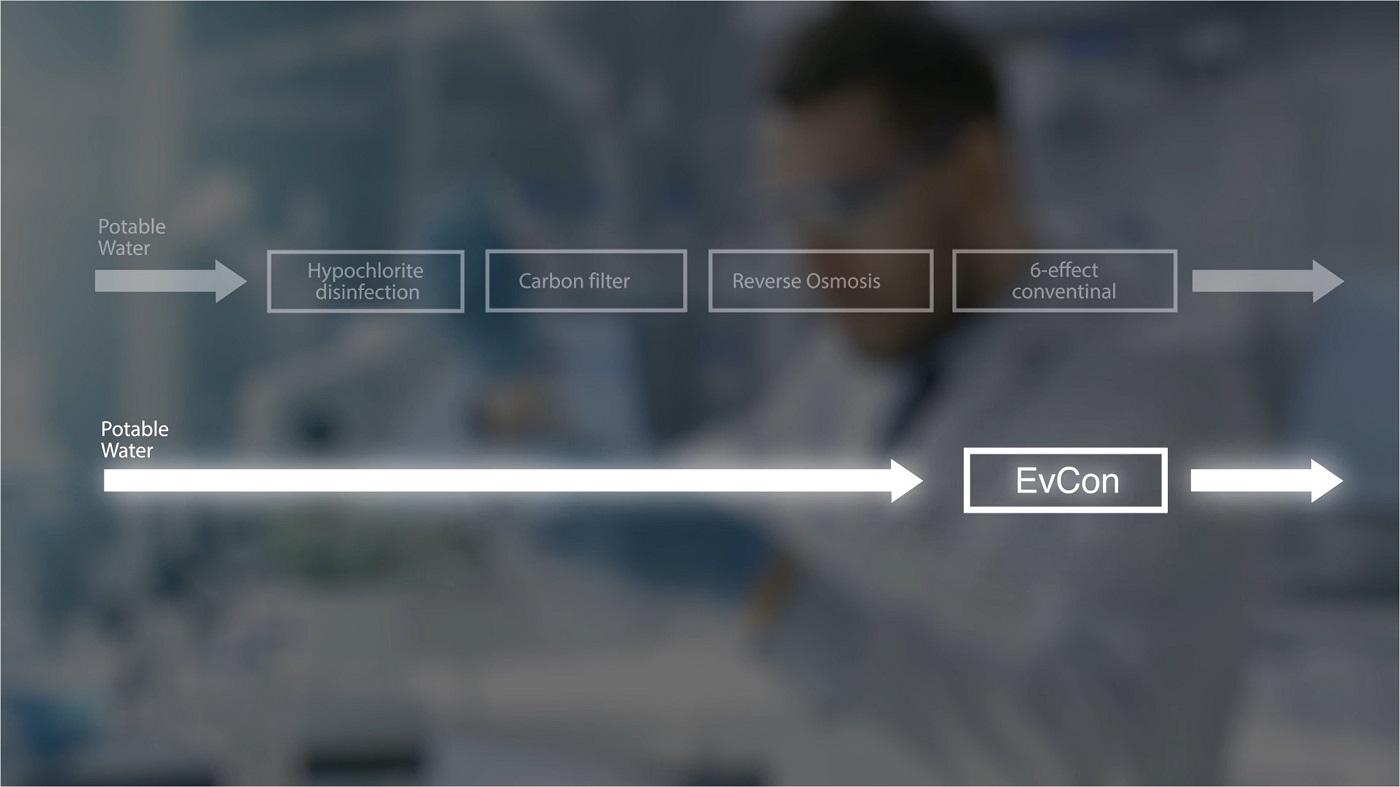
The diagram below shows the comparison of a conventional WFI production process with the production of water in WFI-quality with the VMEMD technology. Using VMEMD can simplify the production process significantly and reduce the price dramatically.
The achievable water purity of VMEMD-systems offers the possibility to produce healthy beverages at premium quality level and equal taste worldwide.
Only the required ingredients like concentrates, flavors or minerals need to be delivered to the production sites.
The costly transportation of the main component water is not necessary if local water can be used.
Nearly any source or water can be purified by the VMEMD technology – especially highly saline waters which are not drinkable without treatment.

Green hydrogen is an important column within the global energy transition from fossil fuels to renewable energy sources. One kilogram of hydrogen requires minimum 9 kilograms of highly purified water at a conductivity below 1µS/cm. The described water quality is necessary for a long lifetime of electrodes and membranes in the hydrogen electrolyzer cells. Green energy supply and purified water are however rarely located at the same place.

The VMEMD-technology is able to purify local available water to the required quality level – even if it is extremely salty:
Sea water on off-shore platforms!
Salty ground water in sunny costal areas.
Even the concentrate from existing desalination plants is a potential source of water for hydrogen production if it is purified by VMEMD.
A major benefit of using VMEMD for hydrogen production is that the required heat for process can directly be taken from the waste heat of the electrolyzer.
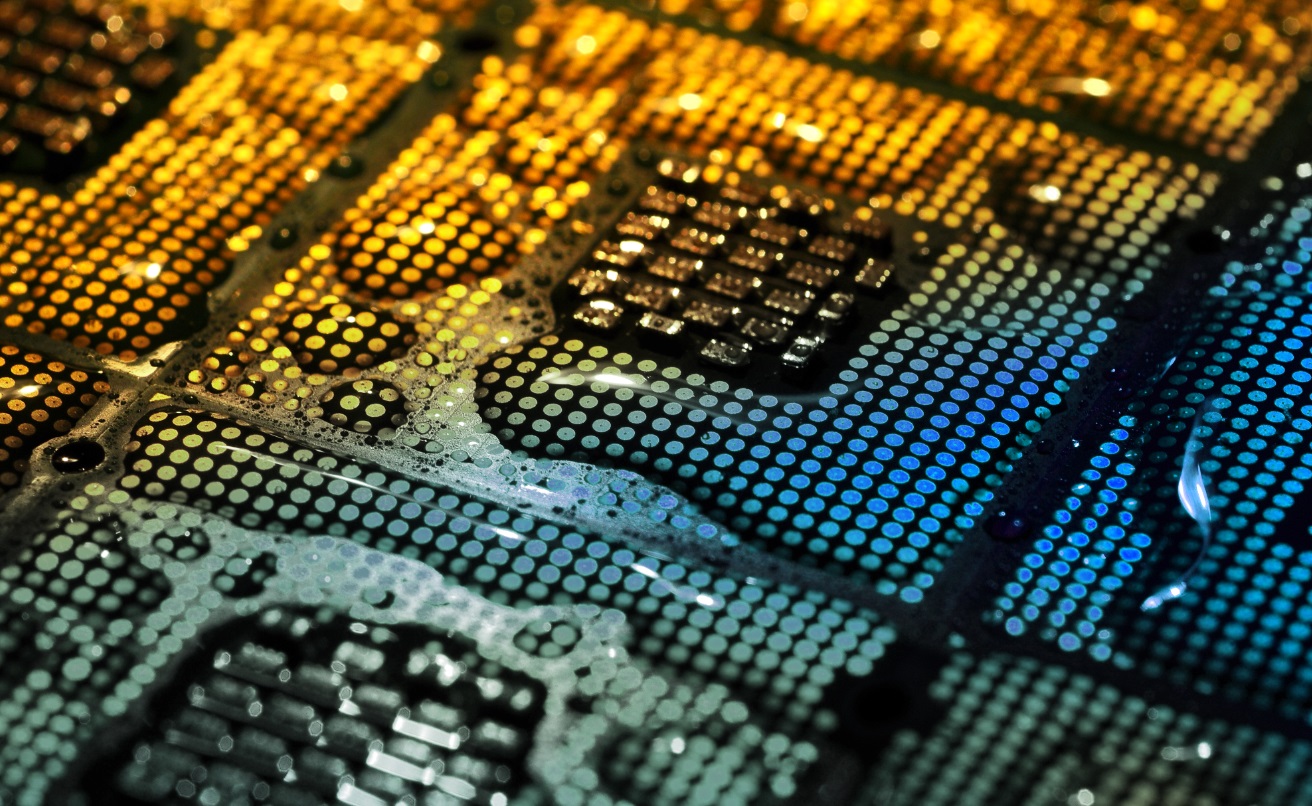
The production of semi-conductors requires large amounts of highly purified water that must not contain any impurity like metal ions, organic components and not even dissolved gases.
This water quality usually requires a long chain of different processes to ensure the prescribed purification level. The separation strength of the polymer based VMEMD-technology can replace many of the first regularly used process steps of the chain.
Only pure vapor condenses on the clean side of the module and all metal ions and non-volatile impurities remain in the concentrate.
The cultivation of fields, greenhouses or hydroponics needs pure water in reproducible quality. Fresh water is more urgent when evaporation losses and subsequent salinization of the soil or the residual water must be expected.
The VMEMD technology can contribute with highly purified water – generated even from very saline source water.

VMEMD is a multi-effect-distillation process that uses polymer films for condensation and hydrophobic membranes as droplet catchers.
Only purified vapor passes the membrane and condenses on the film surface of the next thermodynamic effect at lower temperature level.
Dissolved salts and further non-volatile substances are not evaporated and remain in the feed anyway.
All droplets and germs which may be carried over from the feed with the vapor are repelled by the membrane.
In case that any liquid droplet may still be able to pass the membrane, this droplet does not contaminate the clean side of the module due to internal protection measures.

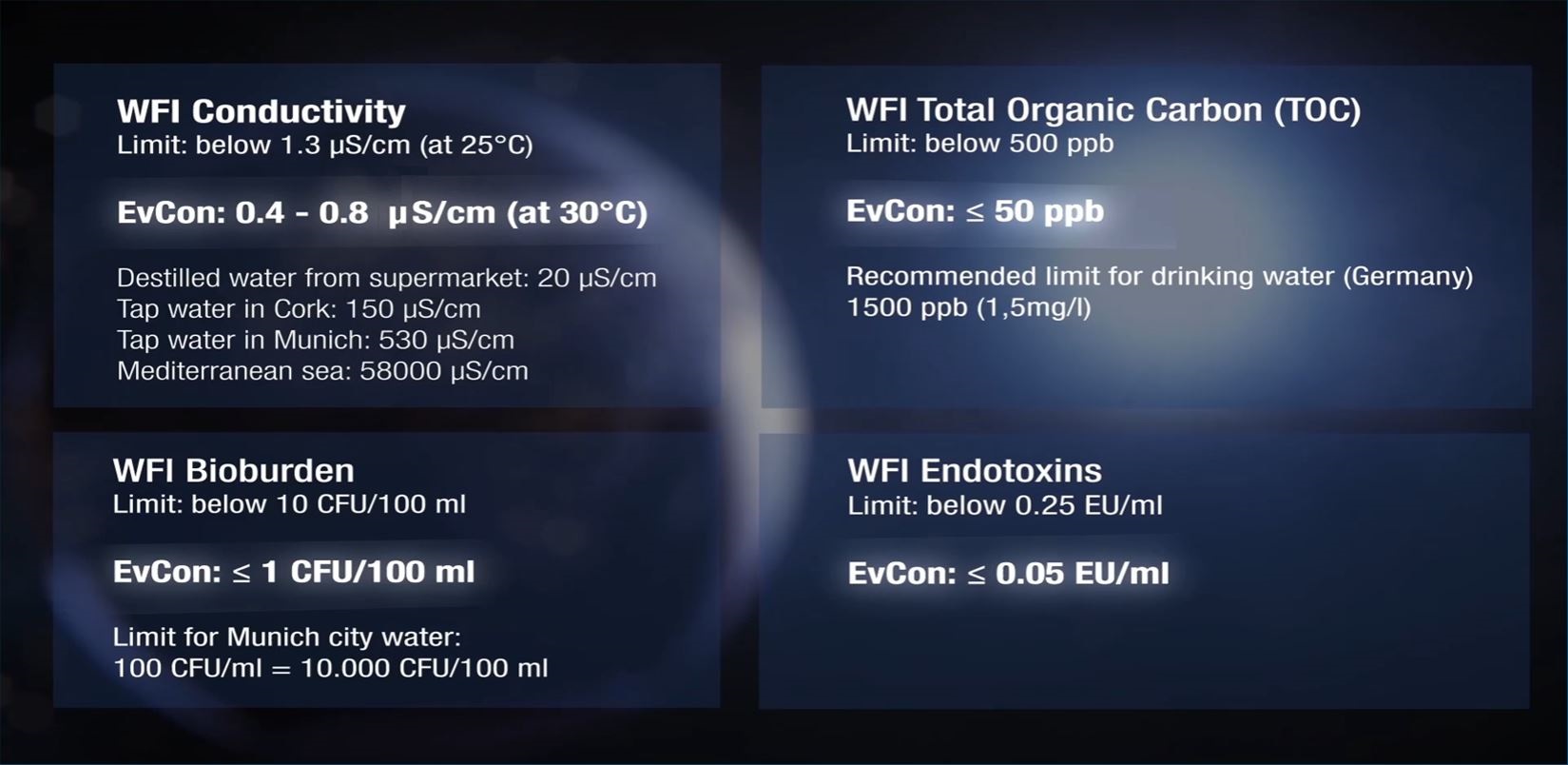
The most important criteria for the quality of the distilled water are conductivity and TOC:
The electrical conductivity of the water shows the concentration of dissolved ions in the water. Typical measured values in operation are in the range of 0.2 - 2.0 µS/cm. This was measured with city water at a high degree of hardness and even at highly saline water as feed. The internal tightness of the systems is regularly checked by integrity testing. The deviation of the conductivity is mainly a result of back dissolution of released gases within the process. This can be controlled, if necessary, by specific countermeasures.
A TOC (Total Organic Carbon) measurement shows the level of potential organic impurities in the generated distilled water. The reachable values are highly dependent on the treated water and dissolved volatile matter. Values far below 10 ppb were regularly reached in operation with city water in South and West Germany.
Conductivity and TOC are observed by online sensors and the values were validated by accredited laboratories.
Potential microbial contamination of the produced water is determined with bioburden and endotoxine tests.
The goal of bioburden testing is to detect the total number of viable micro-organisms (total microbial count) within a water sample. The water samples are incubated on a culture medium and this is inspected for colony-forming units after a specified period. The water quality is high if only few or even no unit can be counted after the test period.
Endotoxine testing is performed to detect potential decomposition products of bacteria in the water. These fragments can be poisonous for the body and may cause fever or death of cells when injected into the body.
Continuous production over weeks on all points of operation and weekly sanitization
Online measurement and logging of Conductivity & TOC
Daily sampling of distillate and analysis for Conductivity, TOC, Bioburden & Endotoxin
Reliable production of WFI-quality water during steady operation
Only minimal spikes in the conductivity during transitions
Biological growth could successfully be controlled by the applied sanitization procedure